I’ve spent years standing on the shop floor of medical manufacturing facilities, watching titanium bar stock turn into products that cost more than a used car. Let’s just put the truth on the table right now: the big orthopedic brands are robbing overseas distributors blind.
The physics of bone healing haven’t changed in thousands of years. But somehow, a massive corporation tweaks a screw hole angle by two degrees, files a new patent, and suddenly a single distal radius plate costs $1,500. For B2B buyers, hospital networks, and distributors outside the US and Western Europe, this pricing model is a complete joke. You are bleeding your profit margins dry just to pay for a fancy logo on a sterile box.
That’s exactly why the demand for specialized manufacturers like OrthoPro has gone through the roof lately. Distributors are waking up. They want what the market calls a “pingti”—a high-quality, perfectly matched flat replacement. You need an implant that performs exactly like the ones your local surgeons are used to, but without the insane markup.
But getting a reliable copy bone plate B2B solution isn’t just about handing a piece of metal to a cheap machine shop and hoping for the best. That’s a great way to get sued, or worse, hurt a patient. If you want to do this right, you have to get deep into the messy reality of material science, optical metrology, and brutal mechanical testing.
Today, I’m pulling back the curtain. I’ll walk you through the actual, unfiltered process of our reverse engineering medical device workflow. No corporate fluff, just the raw engineering and business realities of how we strip down a top-tier trauma implant and build it better for a fraction of the cost.
2.7mm LCP Pediatric Hip Plate | Proximal Femoral Osteotomy System for DDH & Deformity Correction
The 2.7mm LCP Pediatric Hip Plate is a specialized orthopedic implant designed for stable fixation in proximal femoral osteotomies and fracture management in infants. Featuring advanced locking compression technology, this pediatric hip plate offers superior angular stability, making it ideal for treating Developmental Dysplasia of the Hip (DDH). Our 2.7mm locking plate system ensures precise anatomical alignment and rapid bone healing for pediatric patients.
Why B2B Buyers Are Trashing Big Brand Contracts
If you’re a medical device distributor in South America, Southeast Asia, or Eastern Europe, you already know the struggle. You simply cannot survive if you are always at the mercy of top-tier brand pricing. You need your own brand. You need an OEM trauma implant design that feels, looks, and operates identically to the market leader.
Why? Because orthopedic surgeons are stubborn. If you hand a surgeon a new plate and it feels even slightly different from the Synthes or Stryker plate they’ve used for a decade, they will throw a fit. If the drill guides don’t seat perfectly, or the screw engagement feels gritty, the surgery takes ten minutes longer. And in the operating room, time is quite literally blood.
So, your goal isn’t just to make a generic metal plate. The goal is total clinical equivalence. But here is the catch: you can’t just blindly copy everything 1:1. The intellectual property lawyers at those big firms will destroy you. You have to reverse engineer the functional geometry, figure out exactly why their engineers made those specific choices, and then design your own version that dodges their utility patents while keeping the clinical experience identical. It is a massive tightrope walk.
The First Step: Capturing the Geometry
You’d be shocked by how many budget factories think they can reverse engineer a complex locking plate using a set of digital calipers and some guesswork. That is a guaranteed recipe for failure. When we take on a new OEM project, the very first thing we do is coat the original implant in a micro-thin anti-reflective spray. Then, we hit it with a high-resolution Blue Light 3D scanner.
We need to capture the external geometry down to a resolution of about 0.01mm. This creates a massive point cloud—millions of tiny digital dots floating in 3D space that map out every single curve and undercut of the implant.
Once we pull that raw point cloud into our CAD software (we usually use Geomagic Design X for this), we start building the solid model. But how do we actually know our CAD model isn’t garbage? We run a deviation heat map and calculate the Root Mean Square (RMS) error.
I know, I said I wouldn’t use too much jargon, but the math here actually matters. If you don’t understand this, you don’t understand how to make a safe implant. The formula looks like this in plain text:
RMS = Square Root of [ Sum of (Measured Point – Reference Point)^2 / N ]
Where:
- Measured Point = the spot on our newly generated CAD model
- Reference Point = the exact same spot on the original 3D scan
- N = the total number of points we are comparing
If that RMS value comes out higher than 0.05mm on critical surfaces (especially the locking screw threads), we throw the entire CAD file in the trash and start over. A locking screw relies on a ridiculously tight interference fit. If the thread pitch or the angle is off by even a tiny fraction, the screw will cross-thread. Or worse, it will slowly back out inside the patient’s leg six weeks after the surgery. We definitly can’t afford mistakes like that.
The Material Obsession: “Medical Grade” is a Meaningless Buzzword
Once we lock in the perfect CAD model, we have to talk about what we are actually going to cut. You’ll see alot of overseas suppliers claiming they use “medical grade titanium.”
Let me be clear: that phrase means absolutely nothing. It is purely marketing garbage.
When we handle an OEM trauma implant design, we strictly follow ASTM standards. Most high-end trauma plates are machined from Ti-6Al-4V ELI. That specific alloy conforms to ASTM F136. The ELI stands for Extra Low Interstitials.
For the non-metallurgists out there, this means the raw titanium sponge has been heavily purified to keep trace elements like oxygen, nitrogen, and iron extremely low. Oxygen actually makes titanium stronger, but it also makes it brittle. In a bone plate, brittleness is your worst enemy. You want the plate to have high fatigue strength so it doesn’t snap when the patient walks on it a million times, but it still needs to be ductile enough that a surgeon can bend it in the OR using hand tools to match the patient’s unique bone contour.
Let’s look at the actual numbers for ASTM F136 titanium:
- Minimum Yield Strength: 795 MPa (megapascals)
- Ultimate Tensile Strength: roughly 860 MPa
- Modulus of Elasticity (Stiffness): 105 to 120 GPa (gigapascals)
That last number, the Modulus of Elasticity, is the big one. We calculate stiffness using Hooke’s Law. In plain text, the formula is:
Modulus of Elasticity (E) = Stress / Strain
Where:
Stress = Force applied / Cross-sectional Area
Strain = Change in length / Original length
Why do we obsess over this formula? Because of a biological problem called “stress shielding.” Human cortical bone has a stiffness of about 15 to 20 GPa. If you try to save money and make a bone plate out of standard 316L stainless steel (which has a massive stiffness of 200 GPa), the metal plate is so rigid that it takes all the mechanical load away from the patient’s leg.
The bone underneath gets lazy. And just like a muscle you don’t use, bone that doesn’t experience mechanical load will literally dissolve and weaken. Titanium (sitting at ~110 GPa) is much closer to the stiffness of real bone than steel, which drastically minimizes this stress shielding effect.

2.7mm LCP Pediatric Straight Plate – Small Fragment Orthopedic Trauma Implant for Children
The 2.7mm LCP Pediatric Straight Plate is precision-engineered for stable fixation in pediatric small bone fractures. Featuring a low-profile design to minimize soft tissue irritation, this 2.7mm LCP Pediatric Straight Plate utilizes locking compression technology to preserve periosteal blood supply. It is the ideal pediatric orthopedic implant for trauma surgeons requiring versatile fixation in growing skeletons.
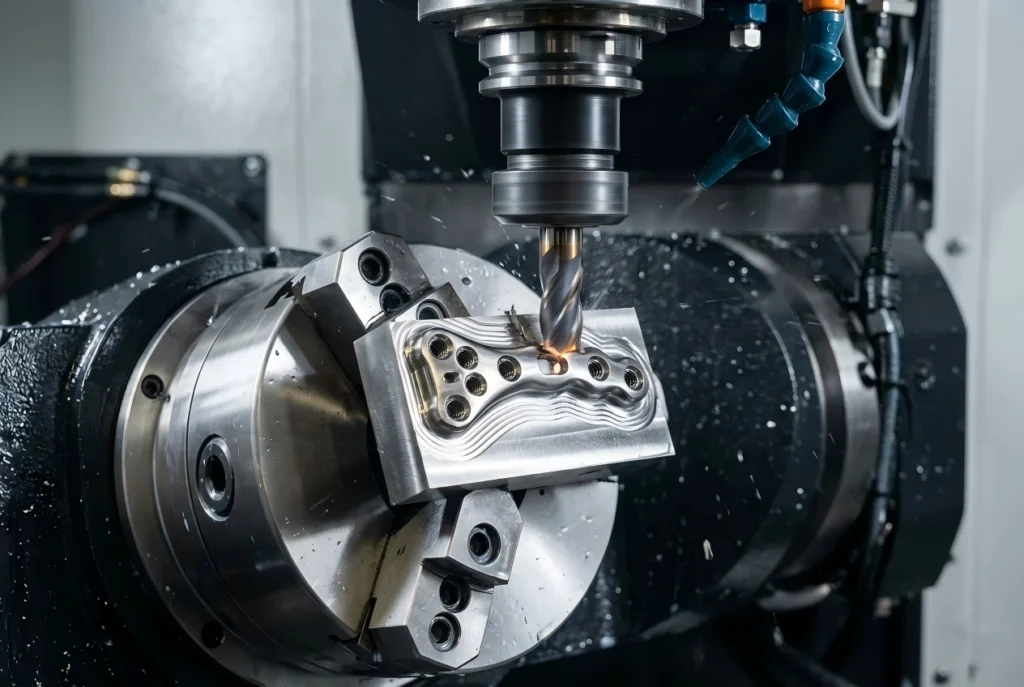
The Brutal Reality of the Machining Floor
So, we have a flawless CAD file and a stack of expensive ASTM F136 titanium bar stock. Now we actually have to cut the metal.
You cannot machine modern anatomical bone plates on a standard 3-axis CNC mill in some guy’s garage. The complex undercuts, the variable-angle locking holes, and the twisting anatomic profiles require simultaneous 5-axis CNC machining. Our shop floor is rigged specifically to accomodate these insane geometries so we never have to re-fixture a part halfway through the cutting cycle. Every time you unclamp and re-clamp a part, you lose tolerance.
Let me show you a quick breakdown of what seperates a successful copy bone plate B2B project from a dangerous liability.
| Feature | The Cheap Knockoff Shop | High-End OEM Reverse Engineering | Why This Actually Matters |
|---|---|---|---|
| Locking Hole Thread Tolerance | +/- 0.05 mm | +/- 0.01 mm | Prevents screw back-out and cold welding during surgery. |
| Surface Roughness (Ra) | 0.8 to 1.2 µm | 0.2 to 0.4 µm (pre-anodization) | Ultra-smooth surfaces stop bacterial adhesion and soft tissue irritation. |
| Anodization Type | Type I (Basic Color) | Type II (Dark grey oxide layer) | Type II physically changes the metal to drastically increase fatigue life. |
| Screw Head Seating | Often sits proud (sticks out) | Perfectly flush with the plate | A proud screw head will rub against tendons, forcing a second surgery to remove it. |
Dodging the IP Lawyers While Making a Better Product
I touched on this earlier, but I need to dive deeper because B2B buyers are always terrified of the legal risks when starting a reverse engineering medical device project.
I am an engineer, not a patent attorney, so don’t take this as formal legal counsel. But the general rule in the mechanical device world is this: you can patent a highly specific novel mechanism, but you cannot patent human anatomy.
For instance, if a big-name brand holds a patent on a very specific thread pattern inside their locking hole (let’s say a double-lead conical thread with a weird 12-degree pitch angle), we obviously can’t just copy that thread. That’s infringement. We have to engineer around it. We might use a single-lead thread or a slightly different locking taper that achieves the exact same clinical result—a rigid, fixed-angle construct—without stepping on their specific patent claims.
And honestly? Sometimes the big brands make design choices purely to be different, not because it’s clinically superior. When we tear down these implants, we often find stupid flaws in the original design. Maybe their plate has a sharp proximal edge that is known to irritate the surrounding soft tissue. We will smooth that geometry out in our OEM version. We aren’t just blindly copying; we are iterating, improving, and fixing their mistakes.
Breaking Things on Purpose: Mechanical Equivalency
You can’t just machine a batch of shiny new plates, throw them in a box, and ship them to a hospital. To get your local regulatory approval (whether that is FDA 510(k) in the US, the CE mark under MDR in Europe, or ANVISA in Brazil), you have to mathematically prove that your new implant is “substantially equivalent” to the predicate device (the big brand).
That means we get to break things in the lab. We use an electromechanical testing frame to perform rigorous 4-point bending tests, strictly following the ASTM F382 standard.
We place the plate on two bottom support rollers, and two top anvils push down on the center of the plate until it permanently yields (bends out of shape) or completely snaps in half. We calculate the bending moment using this standard formula:
Bending Moment = (Applied Force * Load Span) / 2
From there, we calculate the bending structural stiffness and the maximum bending stress:
Maximum Bending Stress = (Bending Moment * c) / I
Where ‘c’ is the distance from the neutral axis to the outer edge of the plate, and ‘I’ is the area moment of inertia.
If the original $1,500 plate yields at a bending moment of 4.5 Newton-meters, our plate better yield at 4.5 Nm or higher. But we don’t stop there. We also run aggressive fatigue testing. We apply a cyclic load to the plate 1,000,000 times at a rate of 10 cycles per second. This simulates a heavy patient walking on a healing bone fracture for six months. If our plate develops a micro-crack before hitting a million cycles, it goes into the scrap bin and we redesign the cross-section.
A Real-World B2B Success Story
To give you an idea of how this actually plays out in the real world, let me tell you about a project we handled last year. I’ll keep the client anonymous to protect their local market share, but they are a massive distributor based in Eastern Europe.
They had been buying a highly contoured, specialized clavicle plate from one of the top three global orthopedic monopolies. Out of nowhere, the original manufacturer hiked their wholesale prices by 28% and pushed delivery lead times out to 6 months. The distributor was totally screwed. They were bleeding cash and losing state hospital tenders left and right.
They contacted us and overnighted three sample plates and a handful of screws. Their instructions were blunt: “We need this exact clinical profile, we need our own brand logo on it, and we need the landed cost to be 60% lower.”
We scanned the plates. During the teardown, we noticed that the original brand had an active utility patent on a very specific oblong compression hole design. Our engineering team redesigned that specific hole, altering the internal ramp angle just enough to legally bypass the patent, while still allowing the surgeon to achieve dynamic compression across the bone fracture.
We machined prototypes from ASTM F136 titanium, ran the grueling 4-point bending tests to prove mechanical equivalence, and applied a Type II dark anodization to perfectly match the fatigue strength of the original.
Within four months, that distributor had a fully validated OEM product in their hands. They took our testing data reports to their local ministry of health, proved substantial equivalence, and won back every single one of their hospital contracts. They saved a ridiculous amount of money and completely cut the toxic big brand out of their supply chain. That is the power of a proper copy bone plate B2B strategy.

2.7mm Locking Cortical Screw System | Titanium & SS | Small Fragment Fracture Fixation for Trauma Surgery
The 2.7mm Locking Screw by OrthoPro is engineered for superior angular stability in small fragment fracture fixation. Designed for trauma surgery, this 2.7mm locking screw features a self-tapping thread and a specialized head specifically optimized for osteopenic bone or multi-fragmentary fractures.
Our locking cortical screw system offers reliable fixation for distal radius, fibula, and forefoot surgeries. Manufactured with high-grade medical materials, the 2.7mm locking screw ensures consistent performance and biocompatibility for orthopedic surgeons worldwide.
The Bottom Line: Take Control of Your Supply Chain
Look, the global orthopedic market is shifting fast. The days of public hospitals blindly paying massive premiums for legacy brand names are ending. Healthcare systems everywhere are under massive budget constraints. They just want clinical outcomes, not fancy logos.
If you are a medical device distributor, a seasoned entrepreneur, or a regional brand trying to expand your trauma portfolio, relying on third-party branded implants is a massive risk to your business. Building your own proprietary line through a smart OEM trauma implant design strategy is the only legitimate way to protect your profit margins and build actual long-term value for your company.
You’ve seen the math. You understand the titanium material science. You know that when done correctly, a reverse-engineered implant is every bit as safe and effective as the original. The only real difference is the price tag.
Imagine what your quarterly profit margins would look like if you could slash your implant acquisition costs by 50% to 70% without sacrificing a single drop of quality. Imagine walking into a hospital purchasing meeting knowing with absolute certainty you can underbid the legacy brands every single time, because you control your own manufacturing destiny.
If you are tired of getting squeezed by greedy suppliers and want to explore how we can help you build your own dominant line of orthopedic implants, you need to make a move. Stop leaving your money on the table for someone else to take.
Check out our full manufacturing capabilities at OrthoPro or visit our homepage directly at https://orthopro.mx/ to see exactly what we do.
If you have a specific plate, screw system, or instrument set you want to replicate right now, go straight to our contact page at https://orthopro.mx/contact-us/ or shoot me an email directly at info@orthopro.mx. Let’s get to work on building your brand.
Frequently Asked Questions (FAQ)
1. Is it actually legal to reverse engineer and sell a medical device in my country?
Yes, absolutely, provided you handle the IP correctly. Reverse engineering itself is a standard, completely legal engineering practice. The only legal hurdle is intellectual property (patents). When we take on a project, we look out for active utility patents. If the original design has one, we modify the design of our replica to ensure it doesn’t infringe on those specific mechanical claims, while still keeping the overall function identical. You will still have to pass your country’s regulatory clearance (like getting a CE mark or local health ministry approval), which is based entirely on proving safety and equivalence, not on who invented the shape first.
2. How long does the entire OEM reverse engineering process actually take?
It totally depends on the complexity of the implant system, but generally, you should expect the 3D scanning, engineering, and prototyping phase to take about 4 to 8 weeks. The mechanical testing (like the millions of cycles for fatigue testing) can add another 3 to 5 weeks. So, from the day you mail us a sample to the day you have a fully tested, physical prototype with data reports sitting on your desk, you are looking at roughly 2 to 3 months. Mass production kicks off right after you give the prototypes the green light.
3. Do I need to provide you with engineering CAD drawings, or just a physical sample?
Just the physical sample is fine. If you happen to have original CAD files or 2D manufacturing blueprints, that definitly speeds things up. But honestly, 95% of our B2B clients just toss a physical plate and a few screws into a DHL box and send it to us. We use our optical metrology equipment to extract all the necessary dimensions and build the manufacturing blueprints from scratch.
4. What is the Minimum Order Quantity (MOQ) if we want to do a custom OEM run?
We totally get that B2B buyers don’t want to commit to 10,000 units on their very first run of a brand new product line. Because our shop runs on highly flexible 5-axis CNC setups rather than massive, old-school stamping lines, we can easily accomodate smaller pilot runs. Usually, our MOQs for custom trauma plates sit around 50 to 100 pieces per size. This allows you to build a full surgical set for your local regulatory registration and early surgeon trials without tying up hundreds of thousands of dollars in warehouse inventory.